Rainter MVR System
Rainter MVR System is a distillation enrichment equipment developed by Rainter Technology. MVR (Mechanic Vapor Recompression) mechanical vapor recompression system is energy-saving distillation equipment. The main function is to recover the latent heat released when the steam is condensed to achieve the purpose of energy-saving distillation.
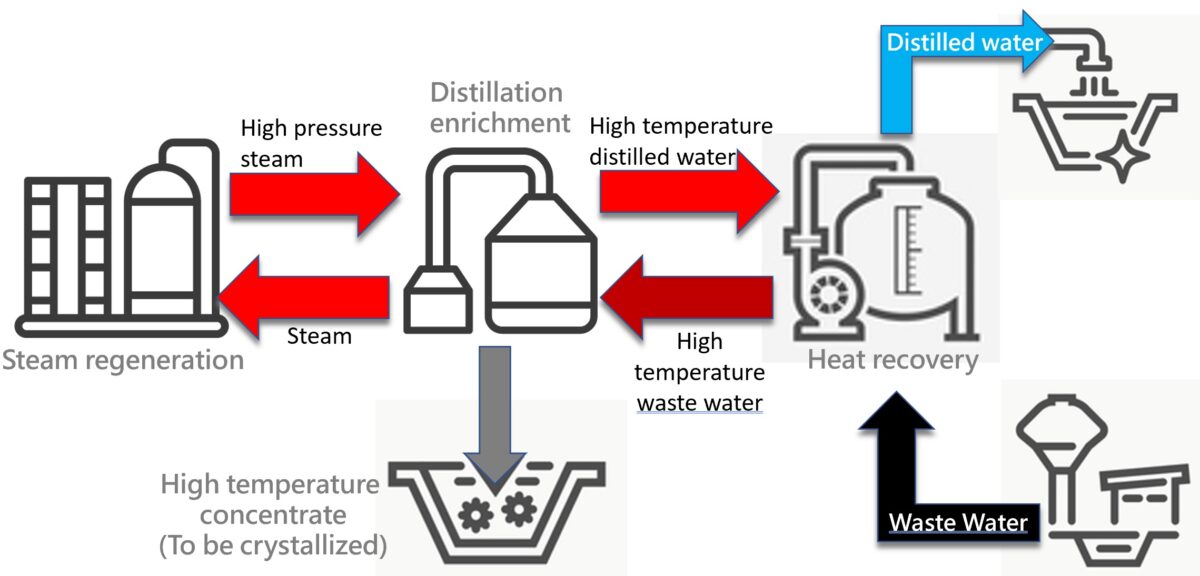
TECHNICAL PRINCIPLE
In the industrial distillation process, the production of water vapor needs to absorb a large amount of latent heat (540cal/g). If estimated by a simple distillation process, it takes 700 KWH/ton to heat water at room temperature to steam, and the energy cost is very high. If the final demand is liquid water, the vapor process will only be a temporary state and will eventually condense. Therefore, if the latent heat released when the vapor is condensed can be used to heat the next batch of solution to be boiled, the cost of distillation can be greatly reduced.
To make the boiling solution from the latent heat released during the vapor condenses, the temperature difference between the vapor’s condensation point and the solution’s boiling point must be created. The temperature gradient is the driving force for heat transfer. The increase in the condensation point of steam depends on the supercharger on the steam. Therefore, the efficiency and durability of the turbocharger are the core of the MVR System.
In the MVR System, the heat exchange unit is also an important part. Good heat exchange efficiency can effectively reduce the energy consumption required by the supercharger and avoid unnecessary energy waste. In addition, the fouling problem is also an important factor to be overcome in the heat exchange system. Therefore, the design of the heat exchange unit and operation relies on the careful consideration and rich experience of the engineer to achieve the maximum benefit of the MVR System.
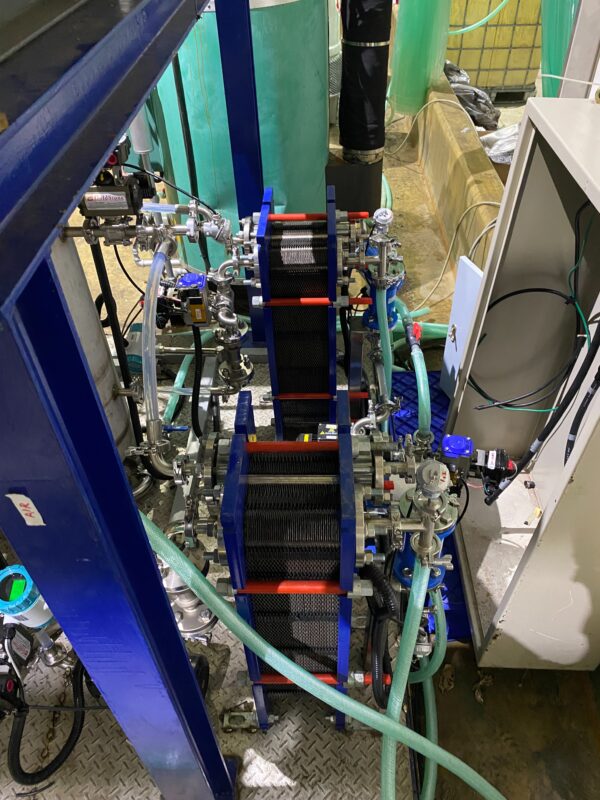
MECHANICAL STRUCTURE
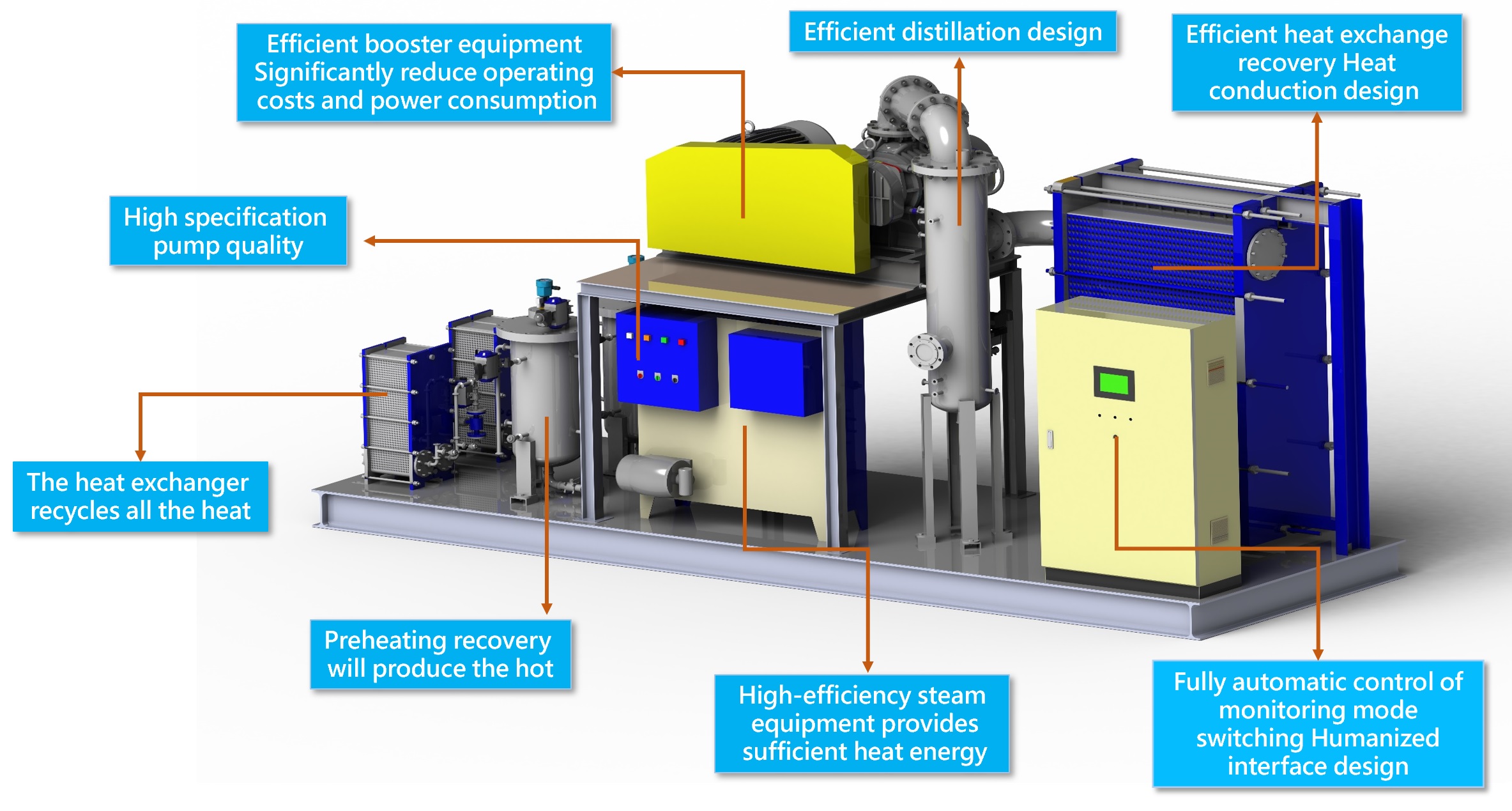
CORE ADVANTAGES
Low Energy Cost
Distillation costs have been drastically reduced by 80%~97.5%
High Stability, Low Construction Cost
Machine parts are all design and made in Taiwan, with high stability, reducing construction and maintenance costs
Zero Emissions
Assist customers to achieve a true zero-emission policy
Lease or Buyout
Small size, can be placed in a 20-foot container and delivered to the client for service
Fully Automated System
Fully automated system, easy to operate, remote monitoring
High Scalability
Multiple devices can be connected to increase processing capacity


The distillation equipment of Rainter Technology is a vapor recompression system.



Comparison of the Advantages and Disadvantages of Seawater Desalination (Water Purification)
![iStock-1289016988 [Eng]](https://rainter.com/wp-content/uploads/iStock-1289016988-Eng-1-900x500.jpg "iStock-1289016988 [Eng]")
SGS Water Quality Testing for Seawater Desalination
Rainter MVR System has been certified by SGS – the most credible and influential inspection agency in the world
The water quality closest to pure water

APPLICATION INDUSTRIES
Benefit Analysis
Applicable Industries:
- Industries that require distillation equipment: distilled water plants, distilled wineries, food plants, beverages, biotechnology plants, and medical industries.
- Industries that require waste liquid concentration: petrochemical industry, electroplating industry, electronics industry, panel factory, printed circuit board factory, printing and dyeing industry, textile industry

Taking10tons a day as an example, a unit with a daily production capacity of 10 tons will consume 53 kWh per ton when the waste liquid is concentrated to 20%
(Rainter MVR System recovers 92.5% of water, and 0.075 tons of waste liquid remains per ton)
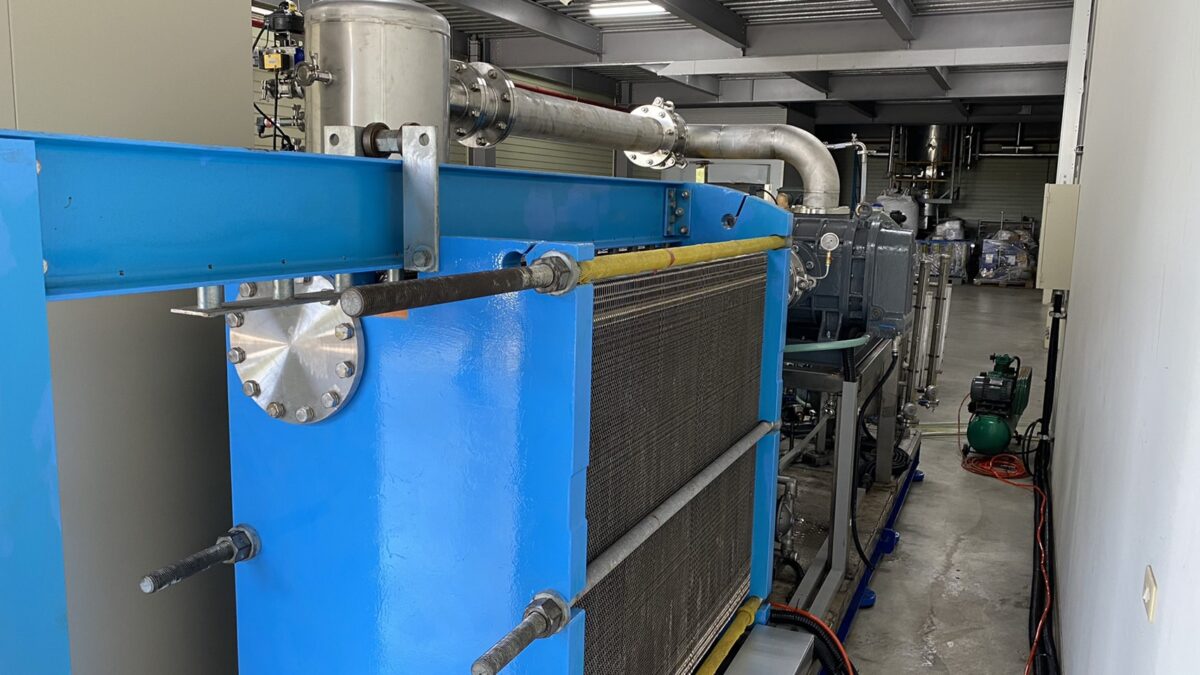
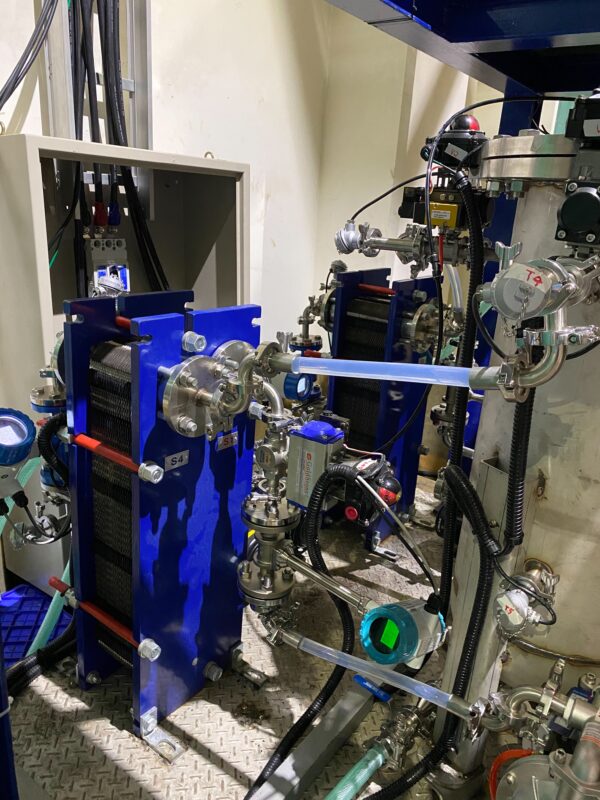
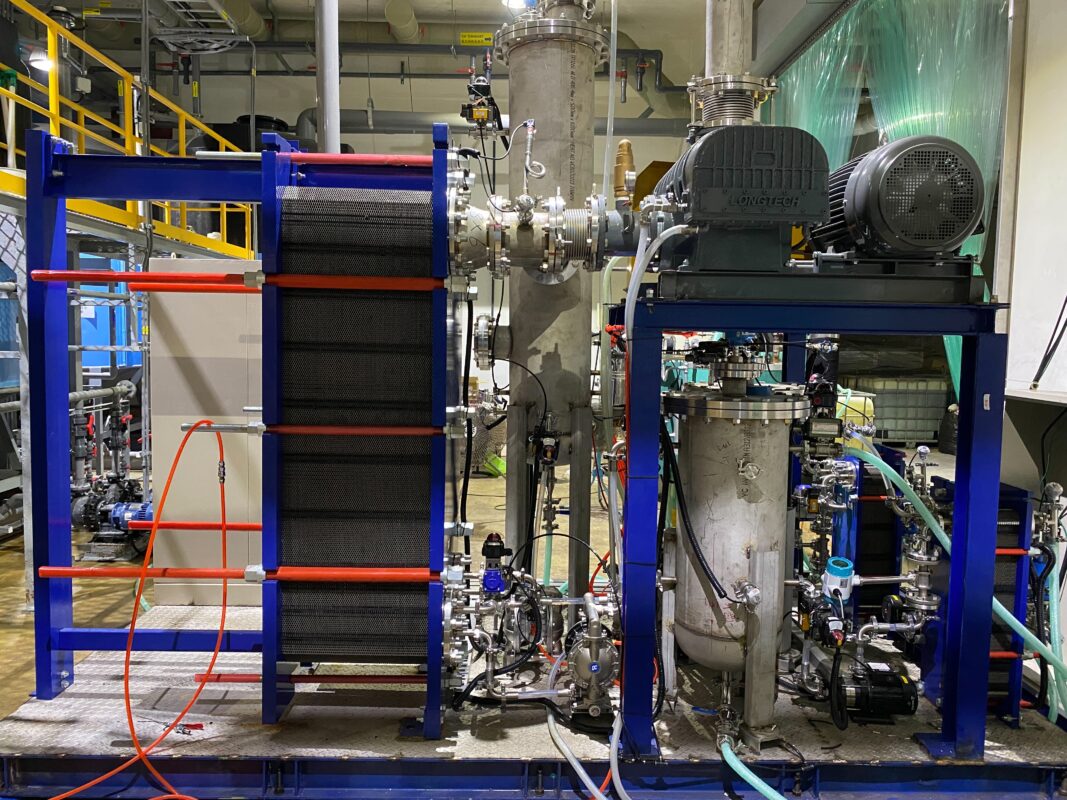
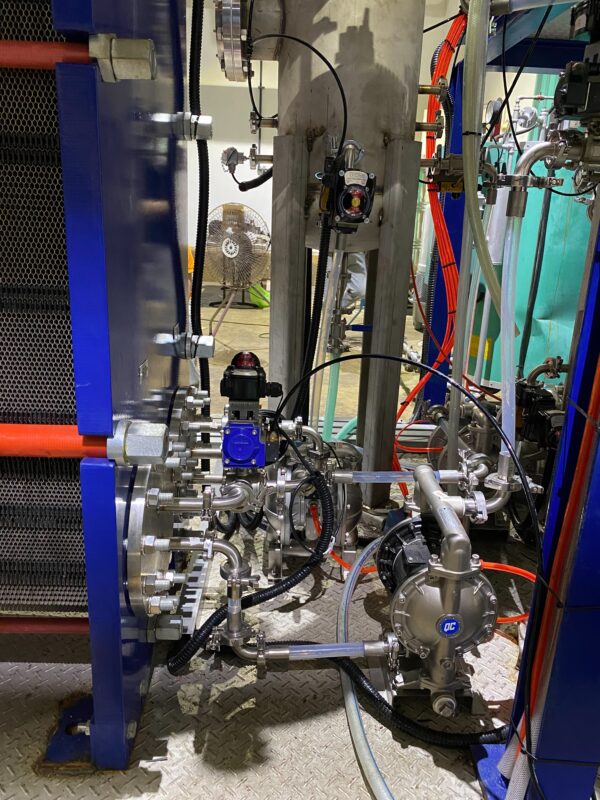
EQUIPMENT IMAGE